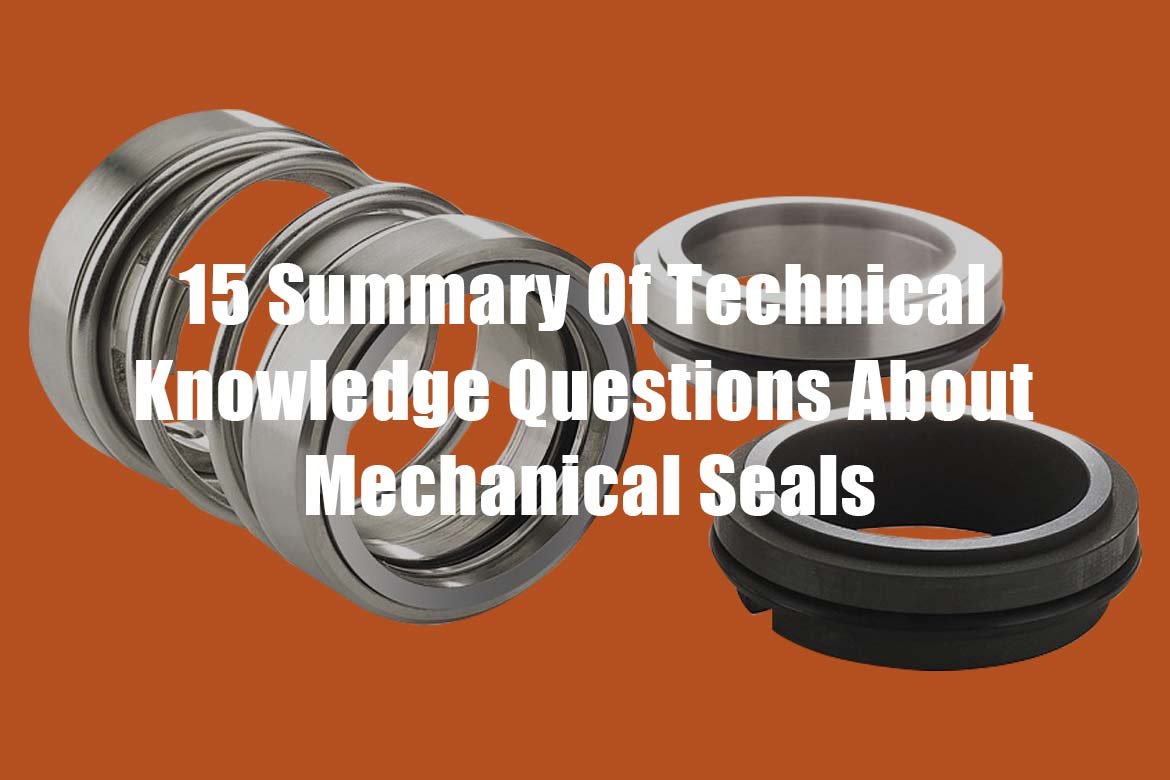
في هذه المقالة، تم تلخيص 15 سؤالاً فنيًا حول الأختام الميكانيكية. إذا كنت تريد معرفة المزيد عن الأختام الميكانيكية، فلا يوجد أفضل من هذه المقالة.
1. س: ما هو مبدأ عمل حلقة الختم العائمة؟
أ: يعتمد ختم الحلقة العائمة على تأثير الاختناق الناتج عن الفجوة الضيقة بين العمود والحلقة العائمة، ويحقن زيت الختم أعلى من ضغط الغاز في الفجوة من أجل سد الغاز.
2. س: ما هي أسباب زيادة تسرب حلقة الختم العائمة؟
أ: (1) يتم استخدام الحلقة العائمة لفترة طويلة، مما يؤدي إلى زيادة الفجوة بسبب التآكل والتلف الطبيعي.
(2) السطح الخشن لبطانة ثقب الحلقة العائمة، والدقة المنخفضة، والتآكل القصير يجعل الخلوص يزداد.
(3) يؤدي التجميع غير السليم إلى انحراف المرفقات المركزية وسقوطها بحيث يتدفق الزيت من فجوات أخرى مما يزيد من التسرب.
3. س. ما هي وظيفة مانع الزيت؟ كيف يتم قياس وضبط فجوة إصبع الزيت؟
أ: (1) وظيفة مانع الزيت هي منع تدفق زيت المحمل على طول المحور إلى خارج المحمل، وهناك نوعان من مواضع التركيب لمانع الزيت، أحدهما على غلاف المحمل والآخر على بلاط العمود.
(2) يمكن قياس خلوص مثبت الزيت بشريط قياس عند تفكيك مثبت الزيت أو تجميعه. يمكن تخفيف خلوص كتلة الزيت على البلاط المحوري بشكل مناسب، في حين أن متطلبات خلوص كتلة الزيت على غلاف المحمل أكثر صرامة، وتتطلب عمومًا الجزء السفلي من 0.05-0.10 مم، وكلا الجانبين من 0.10-0.20 مم، والجزء العلوي من 0.20-0.25 مم.
4.س: ما هي العوامل المؤثرة على ختم المتاهة؟
أ: (1) الخلوص الشعاعي كبير جدًا، أو الخلوص في حلقة مانع التسرب الهوائي المستبدلة حديثًا صغير جدًا.
(2) قطعة الختم أو حلقة مانعة لتسرب الهواء، بين الأسنان بسبب التآكل الحاد، أو بسبب الاحتكاك طويل الأمد بعد التشوه الحراري، مما يؤدي إلى تلف ولا يمكن استخدامها.
(3) بعد الاستخدام طويل الأمد، يصبح الزنبرك متراخيًا ومشوهًا، بحيث لا يمكن وضع حلقة مانع التسرب الهوائي في مكانها، وبعد التشغيل، تتراكم رواسب الغبار والأوساخ، بحيث يكون ضغط متوسط الختم أقل من ضغط وسط العمل أو يكون الضغط غير مستقر، إلخ.
5. س: ما هي الأنواع الشائعة من الأختام الديناميكية؟
أ: أختام الأوعية الجلدية، أختام الحلقات، الأختام الحلزونية، الأختام الهوائية، الأختام الهيدروليكية، الأختام الطرد المركزي، أختام التعبئة، أختام المتاهة، الأختام الميكانيكية، إلخ.
أ: الأختام الميكانيكية، والمعروفة أيضًا باسم أختام الوجه، تتكون من زوج واحد على الأقل من الوجوه النهائية العمودية على محور الدوران، تحت تأثير ضغط السائل وآلية التعويض، بحيث يتم الالتصاق بإحكام بالوجهين النهائيين والانزلاق بالنسبة لبعضهما البعض لتشكيل جهاز لمنع تسرب السوائل.
7. س: ما عدد أشكال الأختام المستخدمة عادة في المضخات الآلية؟
أ: هناك نوعان من الأختام: الأختام الثابتة والأختام الديناميكية.
8. س: ما هي الأسباب الرئيسية لتسرب الأختام الميكانيكية؟
أ: (1) يوجد الكثير من التآكل والتلف في نهاية الختم بين الحلقة المتحركة والحلقة الثابتة، ومعامل الحمل غير معقول عند التصميم، لذا فإن نهاية الختم تنتج شقوقًا وتشوهات وكسرًا وما إلى ذلك. (2) يتم استخدام العديد من الأختام المساعدة لإغلاق المضخات.
(2) العديد من الأختام المساعدة معيبة أو تالفة بسبب التجميع غير السليم، فضلاً عن أن اختيار الأختام المساعدة غير مناسب لوسط حالة العمل.
(3) إذا لم يكن التحميل المسبق للزنبرك كافياً أو بعد فترة طويلة من التشغيل، يحدث كسر أو تآكل أو استرخاء أو طهي، فضلاً عن تراكم الجسيمات أو البلورات المعلقة في وسط العمل لفترة طويلة في فجوة الزنبرك، مما يؤدي إلى فشل الزنبرك، ولا يمكن لحلقة الختم التعويضية أن تطفو، ويحدث تسرب.
(4) بسبب أن الانحراف العمودي لنهاية حلقة الختم الديناميكية والثابتة وخط وسط العمود كبير جدًا، فإن سطح الختم غير ملتصق بإحكام بالتسرب. (5) بسبب الحركة المحورية الكبيرة للعمود، وختم الأجزاء ذات الصلة بالتنسيق أو الجودة ليس من السهل إنتاج ظاهرة التسرب.
9. س: وفقا لأي اختيار من الأختام الميكانيكية جانب الاحتكاك من المواد؟
أ: وفقًا لطبيعة الوسيط وضغط العمل ودرجة الحرارة وسرعة الانزلاق وعوامل أخرى يجب اختيارها. في بعض الأحيان يكون من الضروري أيضًا مراعاة القدرة على تحمل فترة قصيرة من الاحتكاك الجاف عند بدء التشغيل أو تدمير الفيلم السائل.
10. س: ما هي الطرق الفعالة لزيادة مقاومة المتوسطة لختم المتاهة؟
أ: (1) تقليص الفجوة.
(2) تقوية الدوامة.
(3) زيادة عدد أسنان الختم.
(4) حاول تحويل الطاقة الحركية لتدفق الهواء إلى طاقة حرارية.
11.س: ما هي العوامل الرئيسية المؤثرة على الختم؟
أ: (1) نوعية الختم نفسه.
(2) ظروف تشغيل العملية.
(3) دقة التجميع والتركيب.
(4) دقة الآلة الرئيسية نفسها.
(5) نظام مساعد للختم.
12. س: من أي أجزاء تتكون الأختام الميكانيكية؟
أ: الأختام الميكانيكية تتكون من حلقة ثابتة وحلقة ديناميكية وآلية تعويض ومانع تسرب وحلقة إحكام مساعدة وآلية نقل. تكون الأوجه النهائية للحلقة الثابتة والحلقة الديناميكية عمودية على محور المضخة وتتناسب مع بعضها البعض، وتشكل سطح إحكام دوار.
يتم غلق الحلقة الثابتة والغدة، والحلقة الديناميكية والعمود بحلقة الختم المساعدة، ويتم دفع حلقة الختم على طول الحركة المحورية للمضخة من خلال دور آلية تعويض المخزن للحفاظ على السطح النهائي للحلقة الديناميكية والحلقة الثابتة على اتصال مع بعضهما البعض وتعويض تآكل السطح النهائي لحلقة الختم.
13. س: ما هي خصائص الأختام الميكانيكية؟
أ: (1) أداء الختم الجيد، تسرب الأختام الميكانيكية هو عموما 0.01 ~ 5 مل / ساعة، وفقا للمتطلبات الخاصة، بعد التصميم الخاص، تسرب الأختام الميكانيكية التصنيع هو فقط 0.01 مل / ساعة، أو حتى أصغر، وتسرب ختم التعبئة من 3 ~ 80 مل / ساعة (وفقا للوائح الصينية، عندما لا يزيد قطر العمود عن؟ 50 مم يكون أقل من أو يساوي 3 مل / ساعة عندما يكون قطر العمود أكبر من؟ 50 مم يكون أقل من أو يساوي 5 مل / ساعة).
(2) عمر خدمة طويل، عمومًا أكثر من 8000 ساعة.
(3) قوة احتكاك صغيرة، فقط 20%~30% من ختم التعبئة.
(4) لا توجد حركة نسبية بين العمود وكم العمود والختم، ولا يوجد احتكاك، ويستخدم العمود وكم العمود فترة أطول.
(5) يكون سطح الختم الخاص بالختم الميكانيكي عموديًا على محور المضخة، ويتم إزاحة الختم في أي وقت عندما يهتز عمود المضخة، لذلك يمكنه الحفاظ على أداء ختم جيد عند الاهتزاز في نطاق معين.
(6) تعتمد الأختام الميكانيكية على ضغط سائل الختم وقوة الزنبرك، للحفاظ على ملاءمة سطح ختم الحلقة الثابتة والديناميكية، وتعتمد على قوة الزنبرك للتعويض عن كمية التآكل والتلف، لذلك بمجرد تشغيل المضخة الصحيحة، لا تحتاج عمومًا إلى تعديلها بشكل متكرر، وسهلة الاستخدام، وأعمال الصيانة، والمقدار صغير.
(7) مجموعة واسعة من ظروف التشغيل، ويمكن استخدامها في درجات الحرارة العالية، ودرجات الحرارة المنخفضة، والضغط العالي، والسرعة العالية والتآكل القوي، وغيرها من الظروف.
(8) استكشاف الأخطاء وإصلاحها واستبدال الأجزاء غير مريح، ولا يمكن إصلاحها إلا بعد التوقف.
(9) الهيكل المعقد، ودقة التجميع العالية، والتجميع، والتركيب لها متطلبات تقنية معينة.
(10) ارتفاع سعر التصنيع.
14. س: ما هي المعلمات المميزة الرئيسية للأختام الميكانيكية؟
أ: (1) قطر العمود: يتراوح قطر عمود الختم الميكانيكي للمضخة عمومًا من 6 إلى 200 مم، وخاصةً حتى 400 مم، وعادةً ما يتم تحديد قطر عمود المضخة من خلال متطلبات القوة، أو التقريب أو استخدام تعديل البطانات لتلبية قطر العمود القياسي للختم الميكانيكي.
(2) السرعة: هي نفسها عمومًا سرعة المضخة، سرعة مضخة الطرد المركزي العامة ≤ 3000 دورة/دقيقة؛ مضخة الطرد المركزي عالية السرعة ≤ 8000 دورة/دقيقة؛ مضخة خاصة ≤ 4000 دورة/دقيقة.
(3) متوسط السرعة الخطية المحيطية لسطح الختم: السرعة الخطية المحيطية لمتوسط قطر سطح نهاية الختم. متوسط السرعة الخطية لسطح الختم، سطح الختم (أي الاحتكاك) للحرارة والتآكل لهما تأثير أكبر على الختم الميكانيكي العام للسرعة الخطية المحيطية ≤ 30 م / ث؛ تطبيق الختم الميكانيكي الثابت المحمل بنابض للسرعة الخطية المحيطية ≤ 100 م / ث؛ ما يصل إلى ≤ 150 م / ث خاص.
(4) الضغط النوعي للوجه: الضغط النوعي للوجه ρc هو ضغط التلامس (ميجا باسكال) على سطح الختم. يجب التحكم في ضغط وجه الختم في نطاق معقول، حيث أن الضغط الصغير جدًا سيقلل من أداء الختم، والضغط الكبير جدًا سيزيد من حرارة سطح الختم والتآكل.
قيمة ضغط وجه الختم الميكانيكي للمضخة معقولة؛ الختم الميكانيكي الداخلي، يأخذ عمومًا pc = 0.3 ~ 0.6MPa؛ الخارجي، يأخذ pc = 0.15 ~ 0.4MPa. يكون التشحيم جيدًا عندما يمكن زيادة ضغط الوجه بشكل مناسب، يجب زيادة لزوجة السائل عن نهاية الضغط، خذ pc = 0.5 ~ 0.7MPa؛ على السوائل المتطايرة، يجب أخذ تزييت السوائل الرديئة إلى نهاية وجه الضغط صغير، خذ pc = 0.5 ~ 0.7MPa. بالنسبة للسوائل المتطايرة والمشحمة بشكل سيئ، يجب أخذ ضغط وجه نهائي أصغر، ويمكن أخذ pc = 0.3 ~ 0.45MPa.
15. س: ما هي محتويات فحص الأختام الميكانيكية قبل التجميع؟
أ: (1) التفتيش العام: التحقق بشكل أساسي من الأجزاء من حيث النوع والمواصفات والأداء والحجم ووجود الشقوق والحفر والتشوهات والشقوق والأضرار الأخرى.
(2) فحص الحلقات المتحركة والثابتة: يجب أن يكون سطح نهاية الختم أملسًا ومشرقًا، دون تشققات أو حفر أو أخاديد أو خدوش أو عيوب أخرى. بالنسبة لحلقات الجرافيت، قم أيضًا بغمس الكيروسين للتحقق مما إذا كان هناك صدع.
كل ما سبق هو لكم لتشاركوه معنا، إذا كان لديكم أي أسئلة أو استفسارات يمكنكم التواصل معنا: كريس تشو (zhou@sterubb.com).